نرمافزار بهینهسازی برش دو بعدی مستطیلی CutMaster 2D
مقدمه
برش قطعه روی ورق فلز، چوب و امدیاف و همچنین جام شیشهای در بسیاری از صنایع اصلی و جانبی ساختمان، تأسیسات، میز و مبل و صندلی، شیشه و موارد مشابه آن همیشه مورد نیاز است. لیکن دغدغه اصلی صاحبان کار همواره این است که به هنگام برش قطعات روی ورقهای خام، کمترین میزان پرتی را داشته باشند و هزینه جانبی کار را کاهش دهند.
اگر تعداد قطعات کم باشد یا اندازههای طول و عرض قطعات مورد درخواست عددهای رند باشند، به صورت چشمیو بدون محاسبه ی پیچیده میتوان قطعات را طوری جاسازی کرد که میزان پرت حداقل شود. ولی اگر اندازه قطعات متنوع باشد و تعداد آنها بالا باشد در آن صورت برشکار نمیتواند بهینهسازی را بدون محاسبه انجام دهد.
البته من با چند نفر که صحبت کردم مدعی بودند که کمترین پرت را دارند و روی این گفته ی خود پافشاری کردند. دلیلش این بود که نمیدانستند که ادعایشان غیر ممکن است. در درس تحقیق در عملیات مبحث برنامه ریزی خطی که در دوره ی لیسانس رشته ریاضی و صنایع و مدیریت هست به طور مقدماتی به این موارد پرداخته شده است.
من در زمان دانشجویی برای برش طولی (یک بعدی) مدل سازی برنامه ریزی خطی را انجام دادهام بدین صورت که طول قطعات خام (پروفیل) را همراه با طولهای مورد نیاز به عنوان ورودی به برنامه میدادیم، تابع هزینه و قیدهای برنامه ریزی خطی، هماهنگ با گرامر برنامه لینگو در یک فایل متنی ذخیره میشد. پس از اجرای لینگو، خروجی آن به صورت متنی نمایش داده می شد که مثلا: قطعه شماره ۱: ۲ برش ۵۰ و یک برش ۷۲ سانتیمتری و … البته اگر از واسط برنامهنویسی API لینگو استفاده میکردیم این کار میتوانست در یک مرحله داخل برنامهای که نوشتهام، انجام شود. لیکن لایسنس واسط برنامهنویسی گرانقیمت است و در حد توان یک دانشجو نبود.
این کار برای برش دو بعدی پیچیدگیهایی دارد که در مطالعه ی این نرمافزار آن را خواهیم دید.
به طور مثال اگر قطعات شیشه مربوط به تمامیپنجرههای یک پروژه ساختمانی را در نظر بگیریم صرف قرار دادن قطعات یک اندازه روی یک جام شیشه برای بهینهسازی برش کافی نیست. همان طور که در مثال واقعی این مقاله هم نشان خواهم داد، میبینید که مثلا قطعات برش خورده روی یک جام شیشه به طبقات مختلف ساختمان تعلق دارند. در حالی که به طور معمول یک برش کار بهترتیب اندازه ی قطعات را از یک طبقه آغاز میکند و حداکثر میتواند تا یکی دو طبقه ی دیگر را هم زمان کنار هم قرار دهد.
در مثال واقعی که دادهها و خروجی آن را برای دانلود و مشاهده در این مقاله گذاشته ام تعداد ۲۱۲ قطعه شیشه مربوط به یک مجتمع ساختمانی با تعداد و اندازههای متنوع قرار دارند. نرمافزار مورد استفاده کات مستر دو بعدی (Cut Master 2D) است که برای اجرای مدل واقعی یک نسخه از آن را برای یکی از دوستانم که کار پروژه در و پنجره ی دو جداره برای ساختمان انجام میدهد، خریداری کردیم.
خروجی که شما خواهید دید بهینهسازی سطح نخست است. در این نمونه واقعی راندمان ۸۵% به دست آمد و نقشه برش به گونهای طراحی شد که برای برش دستی به آسانی قابل استفاده باشد. توجه داشته باشید نقشه برش دستی به گونهایترسیم میشود که در یک حرکت بتواند چند قطعه را برش دهد و اندازهها طوری هستند که با کمترین رفت و آمد دستگاه برش بتوان کار را انجام داد. در بهینهسازی پیشرفتهتر راندمان بالاتر است و نقشهها ممکن است پیچیدهتر شوند. لیکن چون برش توسط ماشین انجام میشود نگرانی از بابت پیچیدگی نقشه وجود ندارد.
در ضمن این نرمافزار فقط شکل برش مستطیلی را پشتیبانی میکند و برای بهینهسازی برشهای منحنی یا شکلهای هندسی غیر مستطیلی کاربرد ندارد. (توجه داشته باشید مربع هم نوعی مستطیل است)
لازم به ذکر است که دستگاههای برش پیشرفته مانند زیمنس و … نرمافزار بهینهسازی را همراه خودشان دارند و البته قیمت آن بسیار گرانتر از نرمافزار مورد بحث در این نوشته است.
فهرست امکانات
- واحد اندازه گیری متریک، اینچ و فوت
- چهار روش ورود داده ها:
-
- به صورت دستی با صفحه کلید
- بارگزاری فایلهای کات مستر
- ورود داده از نرمافزار اکسل
- ورود داده از فایل XML
- ذخیره سازی با فورمت XML و DXF اتوکد علاوه بر فرمت استاندارد خود برنامه
- ضخامت تیغه برش قابل تنظیم
- انتخاب جهت برای همه یا تعدادی از قطعه ها
- نوارگذاری پیشرفته ی لبه برای همه یا تعدادی از قطعه ها
- جابجایی دستی قطعات روی نقشه ی برش پیش از چاپ در صورت لزوم
- ثبت دادههای مربوط به مشتری در هر پروژه در صورت لزوم
- ابعاد پانل پیش فرض قابل تنظیم
- سطح بهینهسازی قابل تنظیم
- مشاهده ی تمام نقشه برشها و گزارش ها
- چاپ برچسب برای قطعه ها، پانلها و بریدههای اضافه
- واسط کاربری چند زبانی
حداقل پیشنیازهای سختافزار و نرمافزار
- پردازنده پنتیوم ۱۰۰ مگاهرتزی
- ۱۶ مگابایت حافظه رم
- ۴۰ مگابایت حافظه آزاد هارد دیسک
- کارت گرافیک با تفکیک ۸۰۰*۶۰۰ و ۲۵۶ رنگ
- ویندوز ۹۵ یا بالاتر
چهار مرحله ساده برای آغاز به کار با برنامه
با یک مثال ساده آغاز میکنیم: دو پانل یکی به ابعاد ۱۸۰ در ۹۰ و دیگری ۱۰۰ در ۵۰ سانتیمتر موجود داریم. میخواهیم قطعات با اندازههای زیر را روی این پانلها ببریم:
| درازا | پهنا | تعداد |
|---|---|---|
| ۳۴ | ۳۴ | ۲ |
| ۴۳ | ۲۱ | ۴ |
| ۱۶۰ | ۲۰ | ۲ |
باید مراحل زیر را به ترتیب انجام دهید:
- ورود ابعاد پانلها (درازا و پهنا و تعداد)
- ورود ابعاد قطعهها (درازا و پهنا و تعداد)
- محاسبه ی نقشه ی برش
- چاپ نتایج
۱٫ بخش پانلها را در شکل زیر ببینید:
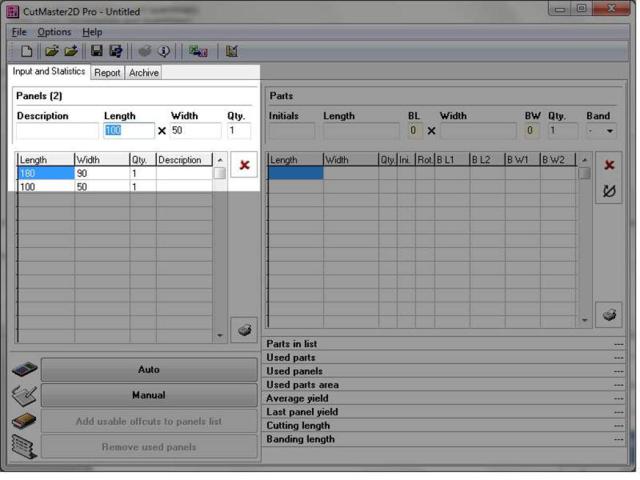
در صفحه اصلی برنامه بخش ورود و آمار (Input and Statistics) جایی هست که دادههای مربوط به پانلها (مواد اولیه) را وارد مینمایید. ابعاد و تعداد هر پانل را وارد نمایید. (۱۸۰ x 90 – ۱, ۱۰۰ x 50 – ۱)
۲٫ ابعاد و تعداد قطعهها را در بخش Parts وارد نمایید.
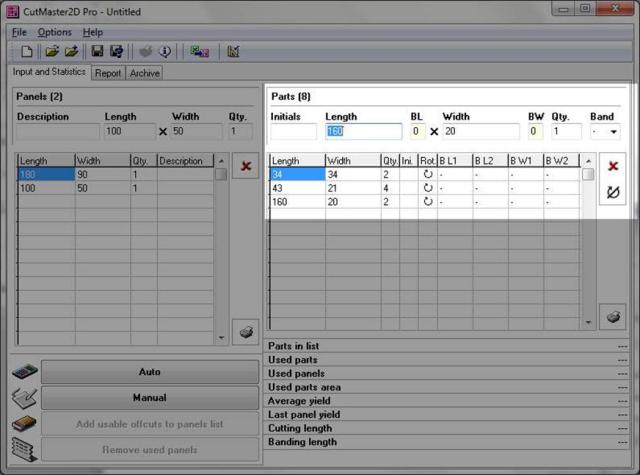
در این مثال فقط درازا و پهنا و تعداد را وارد کنید. بقیه ی مشخصات در این مثال مورد نیاز ما نیستند و بعدا توضیح خواهم داد. دقت داشته باشید برای این که یک قطعه به فهرست اضافه شود باید مکاننما در ستون تعداد (Qty) باشد و در این حالت کلید Enter را بزنید. به هنگام ورود دادهها با زدن کلید Enter مکاننما به ستون بعدی میرود.
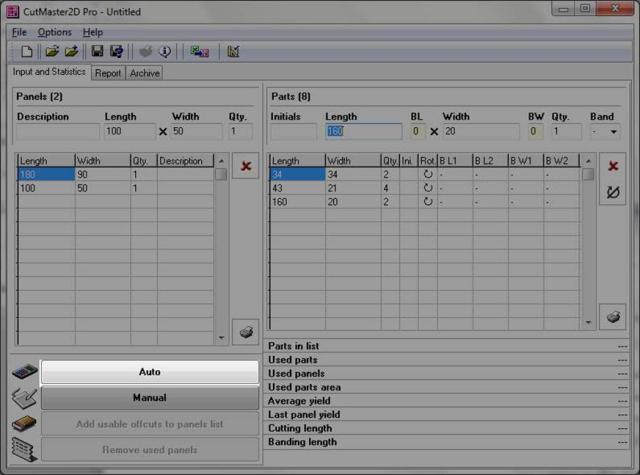
۳٫ کلید محاسبه خودکار (Auto) را برای محاسبه و ترسیم نقشه برش بزنید.
۴٫ صفحه مشاهده و چاپ (View and Print) را باز کنید و نقشه برش را ببنید. دکمه چاپ را بزنید.
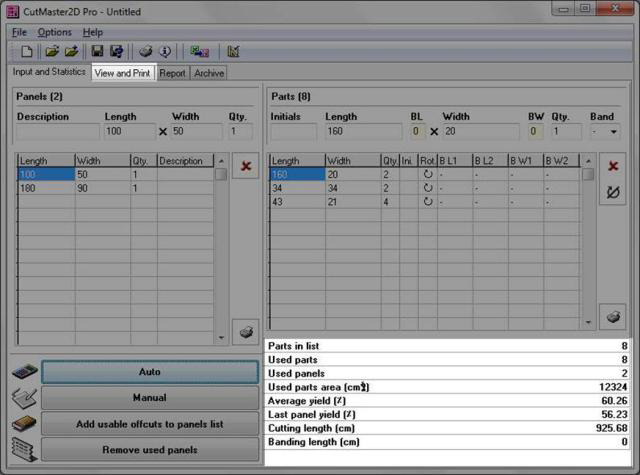
در سمت راست پایین پنجره هم آمار کلی از پروژه را میبینید:
- Parts in list: تعداد قطعههای فهرست
- Used parts: تعداد قطعههای استفاده شده
- Used panels: تعداد پانلهای استفاده شده
- Used parts area (cm2): مساحت قطعههای استفاده شده
- Average yield (%): میانگین بازده بر حسب درصد
- Last panel yield (%): بازده آخرین پانل
- Cutting length: جمع طول برش
- Banding length: جمع طول نوار گذاری
تمام شد! به همین راحتی.
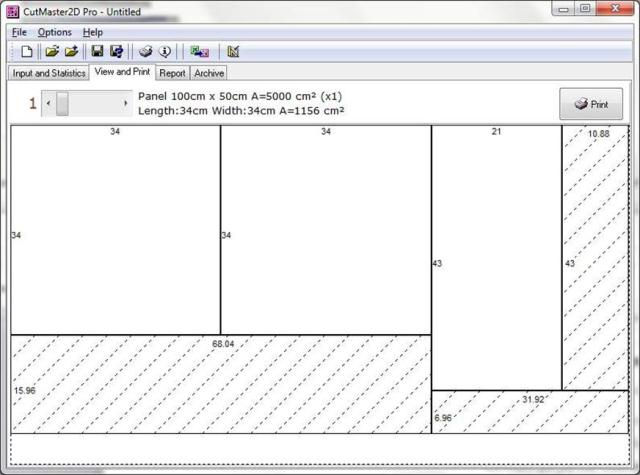
نقشه ی برش پانل شماره ی ۱
بخشهای هاشور دار فضای خالی را نشان میدهند.
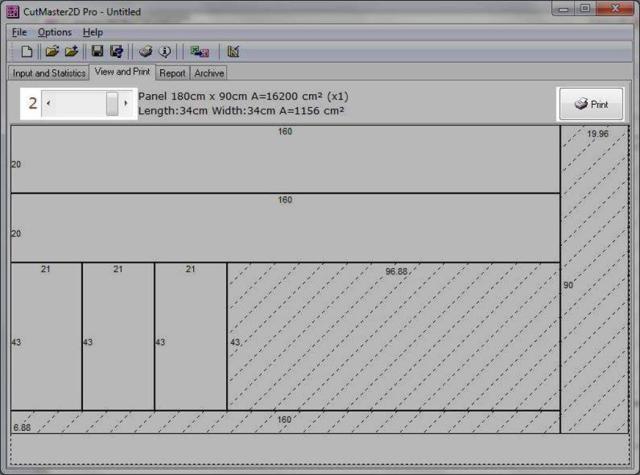
نقشه ی برش پانل شماره ی ۲
نوار مرور سمت چپ بالا برای جا به جا شدن نمایش پانلها به کار میرود و دکمه ی Print برای چاپ نقشه ی برش.